

基板を注文して10日ほどでJLCPCBから基板が届きました。それでは組み立てていきましょう。
基板が届きましたよー

こちらが届いた基板とメタルマスクです。

金メッキ仕上げで、やや艶消しの黒なのでとても美しいです。JLCPCB以外の製造メーカーでは、レジストに黒を選ぶと艶ありの黒になります。

0.15mmの線幅とクリアランスで設計したのですが、とても綺麗に仕上がっています。これからJLCPCBに発注する際は、この設定で作っていこうと思います。
はんだペーストの印刷

ダンボールに基板を置きます。

メタルマスクを上に置き、マップピンを基板とメタルマスクの四隅に開けておいた穴に刺します。これでメタルマスクと基板との位置がピッタリと合います。
基板の幅が10cmなので、それよりも少し幅が広い12cmのフレキシブルパテをスキージ代りに使って、はんだペーストを印刷しようと思います。


メタルマスクの奥側にクリームはんだを載せます。クリームはんだは、家庭用のオーブンでも簡単にリフローできる、低融点鉛フリーはんだペーストを使っています。


フレキシブルパテで、クリームはんだを奥から手前へ引き寄せながら印刷していきます。

日本製のフレキシブルパテは、先端の加工精度が高く、均一にクリームはんだを印刷することができます。

今回は4枚の基板にクリームはんだを印刷しました。
部品の実装

表面実装部品を電動バキュームピックアップツール HAKKO394で、基板に実装していきます。

電動バキュームピックのスイッチを押すとポンプが動作して、掃除機のようにノズルへ空気が吸い込まれます。ノズルの先端を部品に押し当てると、部品が吸着されます。

実装する場所に部品を置き、ボタンを離すとポンプが止まって、部品が離れます。これを繰り返して部品を実装していきます。

テープの中では、極性のある部品は必ず同じ向を向いています。

そのため、テープに入った部品の向きと実装する基板の向きを合わせておくことで、吸着した部品の向きを変えることなく、吸着した向きのまま実装することができます。これがとても効率的です。

ダイオードはテープから取り出すと、必ずと言っていいほど表と裏が反対になります。その場合、表面が上を向くように反転させなければいけません。しかしテープから直接ピックアップすると、その手間が無くなります。また、テープの中ではアノードとカソードの向きがそろって入っているので、1つ1つ極性を確かめる必要もありません。

テープからピックアップすることで、ピンセットを使うよりも部品の実装が何倍も速く進みます。

ノズルを変えれば、大きな部品も吸着できます。

部品の点数が多い基板でしたが、HAKKO394を使うことでピンセットに比べて短時間に実装が完了しました。

ノズルには、純正よりも短くて使いやすいこちらを使っています。

純正のノズルはこちら(上のノズルの黒色1005M用に相当する太さです)。

リフロー

熱風が庫内を循環するコンベクションオーブンでリフローします。

テスコムのこのモデルは、加熱の途中でも設定温度を変更できます。クリームはんだの温度プロファイルに合わせて温度を変更していきます。
庫内にはK型熱電対センサを入れておいて、温度をモニターしています。

まずは100度の設定で数分プリヒートします。

その後140度に設定してクリームはんだの溶ける温度にします。はんだが全て溶けきったたら、165度まで温度を上げてリフローが完了です。

扇風機を使って冷却します。
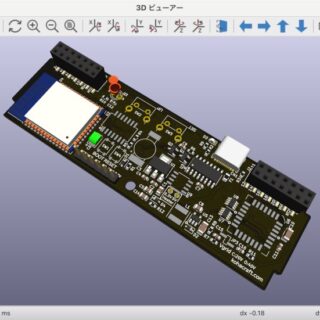
基板の完成!!

リフローが完了しました。

この基板の中で最もピッチの狭い、USB TypeCコネクタやSOT-23-8もブリッジすることなく、綺麗に実装できました。
前回作ったDG12BのVFD基板を取り付けてみます。横幅10cm、奥行き3cmとかなり小型にできました。
次回は、回路の動作テストと、回路が正常に動作したらプログラムを作っていきたいと思います。





コメント