
前回は、ブレッドボードに刺さるMAX V CPLD 5M160実験ボードの基板の設計と、中国の基板製造会社JLCPCBへの発注まで行いました。


発注していた基板とステンシルが届いたので、部品の実装をしたいと思います。
はんだペーストの印刷
印刷の準備

厚手の段ボールの上に基板を置き、その上にステンシルを載せます。

基板とステンシルに位置合わせの穴を開けておいたので、そこに画鋲をさして位置合わせをします。この穴を開けておくことで、位置合わせがピッタリできるので、MAX V CPLDのような0.4mmピッチの狭いピッチでも、正確にはんだペーストを印刷することができます。
穴の開け方は、前回のブログの後半をご覧ください。
はんだペーストの攪拌

はんだペーストは、CHIPQUIKの「TS391LT50」です。常温で保存できる低温鉛フリーです。マルツパーツでも買えます。
このはんだペーストを棒でよくかき混ぜて柔らかくしておきます。
印刷

ステンシルの奥にはんだペーストを載せ、クレジトカードなどを使ったスキージで、はんだペーストを印刷します。

CHIPQUIKのはんだペースト「TS391LT50」は、粒度が細かく、狭いピッチでも綺麗に印刷されます。常温で保存もできてとってもいいはんだペーストです。
部品の実装
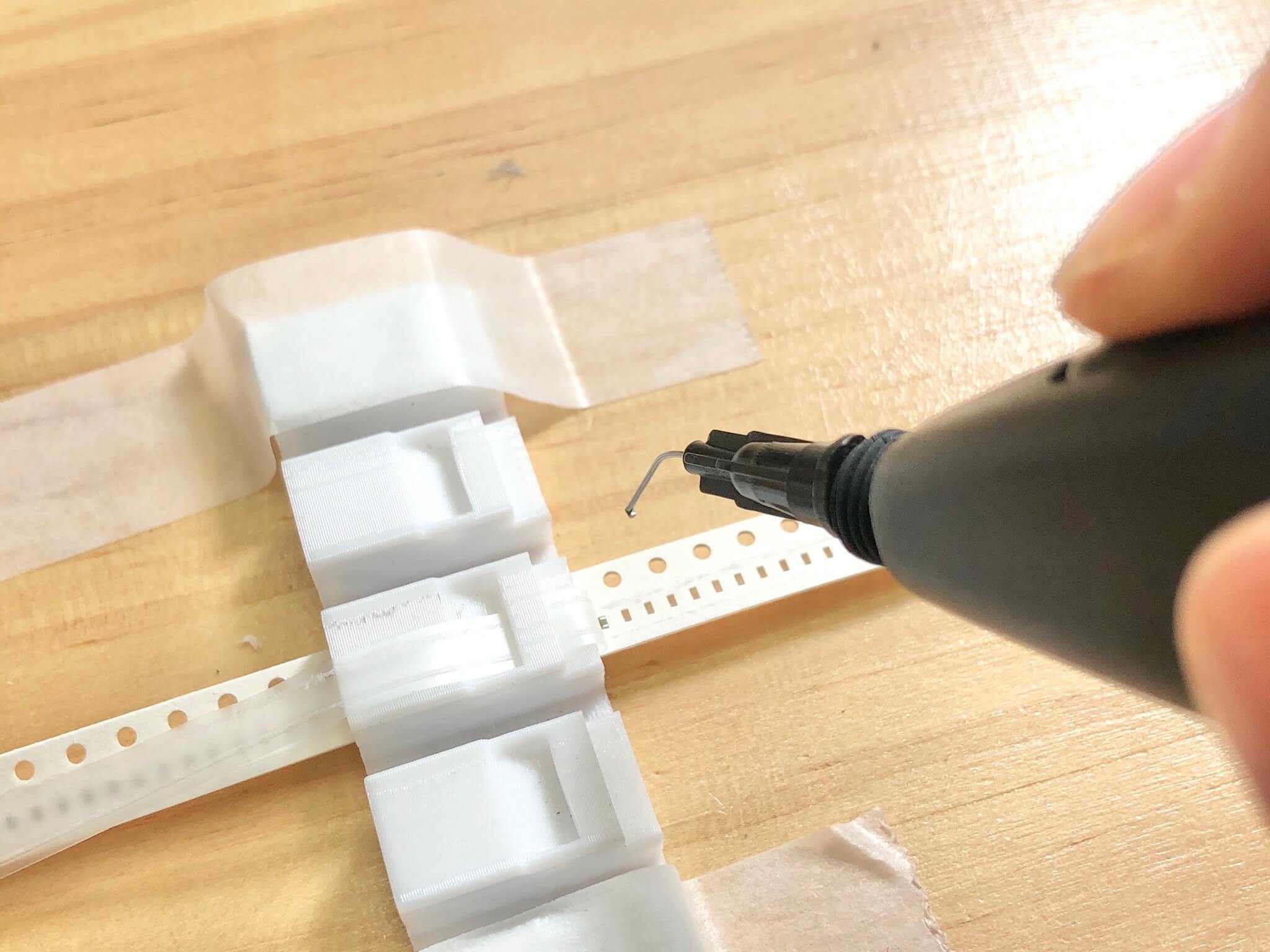
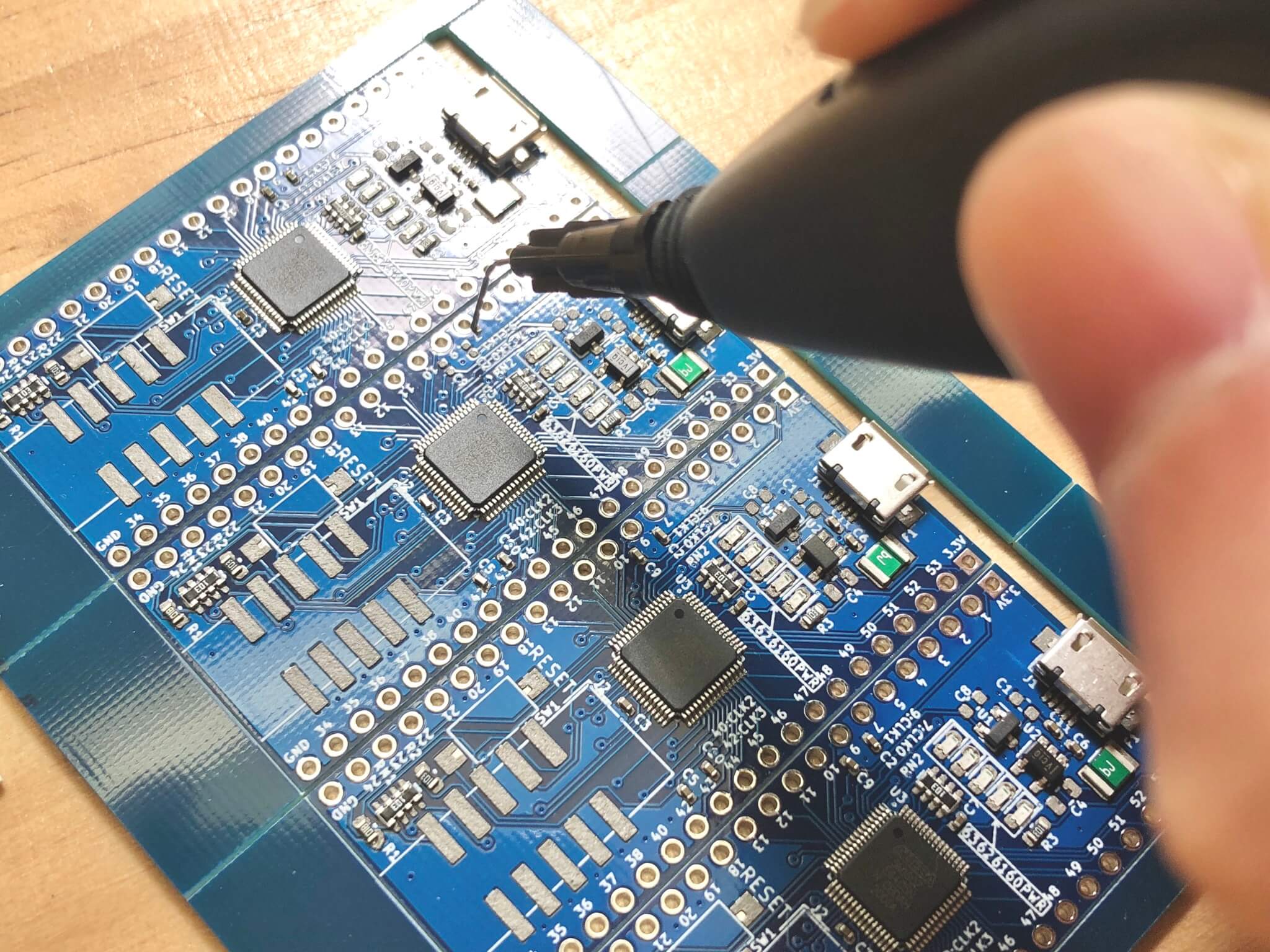
3Dプリンタで印刷したSMDフィーダーを使い、電動バキュームピックで部品を摘んでいきます。

SDMフィーダーから部品を摘むと、摘むときの部品の向きが常に表を向いていて、かつ一定方向を向いているので、ICやダイオードなど向きのある部品にはとても便利です。
電動バキュームピックはHAKKO 394を使っています。

SMDフィーダーと、電動バキュームピックの組み合わせは最高です。ピンセットに比べて効率が高く、実装時間が短縮できます。

電動バキュームピックのおかげて、あっという間に実装完了。
リフロー

熱風で庫内の温度ムラを低減できるコンベクションオーブンでリフローします。私は、加熱中に温度を自在に再設定できるテスコム 低温コンベクションオーブン TSF601を使っています。

K型熱電対温度計で温度をモニターしながら加熱していますが、設定温度と庫内の温度がほぼ同じ温度です。

CHIPQUIKのはんだペースト「TS391LT50」の温度プロファイルになるよう、100度2分、140度1分、160度1分程度でリフローしています。

リフロー完了です。
捨て基板を外し、基板を分割すれば基板の完成です。
動作テスト
JTAGコネクタにUSB Blasterを接続して、ソフトからMAX V CPLDが認識できるか試してみます。

USB Blastrは安いTerasic製互換品を使っています。もっと安い中華製もありますが、今は安定性を考えてTerasic製にしています。

もし、中華製をお持ちでブルースクリーンになる問題がある場合には、こちらの方法で回避できます。


「Auto Detect」を実行すると、「5M160Z」と表示され、CPLDが正しく認識できることがわかりました。

1番ピンを触ると、LEDが流れるように光るプログラムを作って書き込んでみました。MAX Vシリーズにはクロックが内蔵されていないので、指から伝わるノイズをクロック源にし、CPLD内部でカウントして、LEDを順番に光らせています。
プログラムも書き込め、動作も正常です。
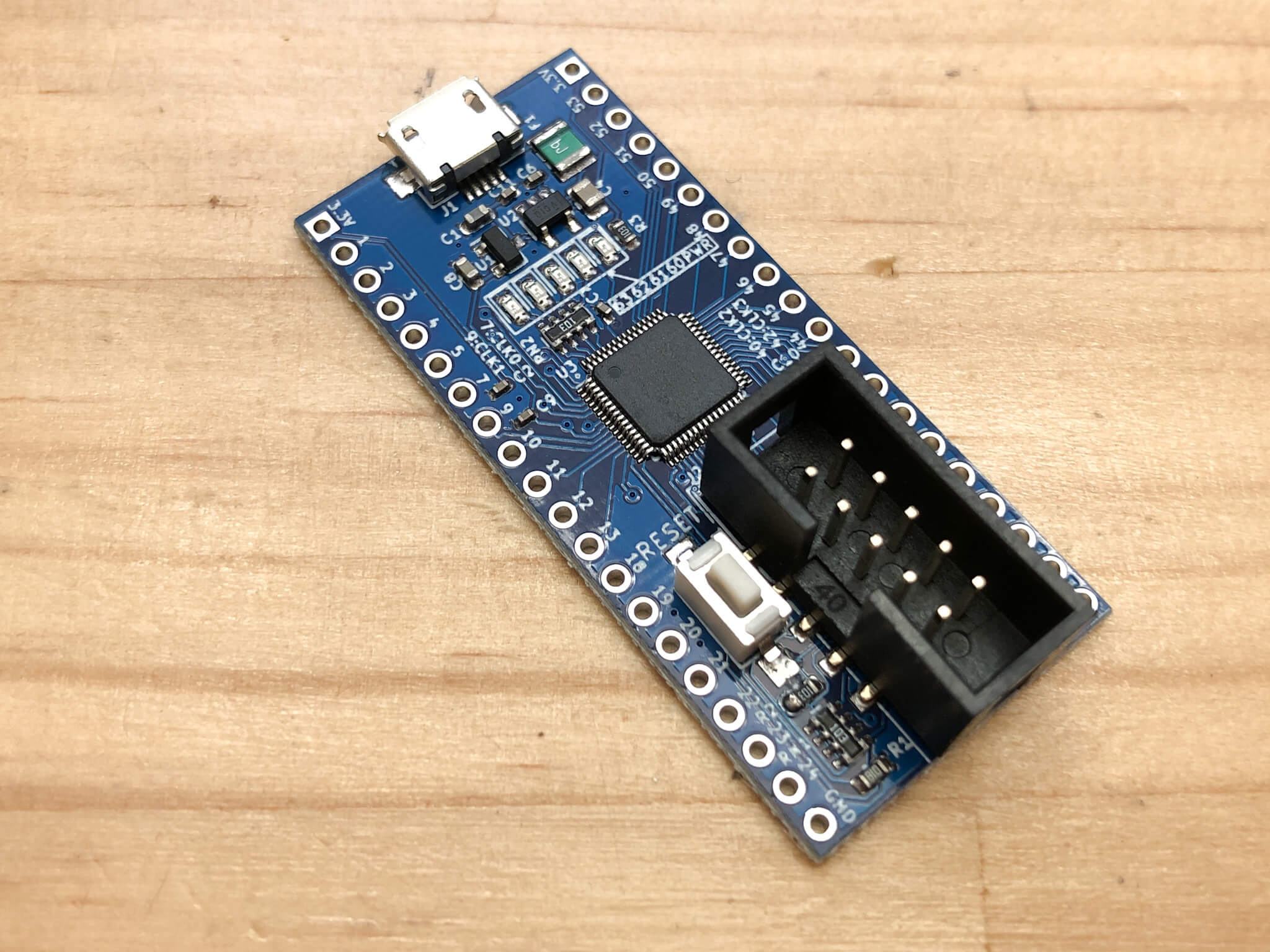
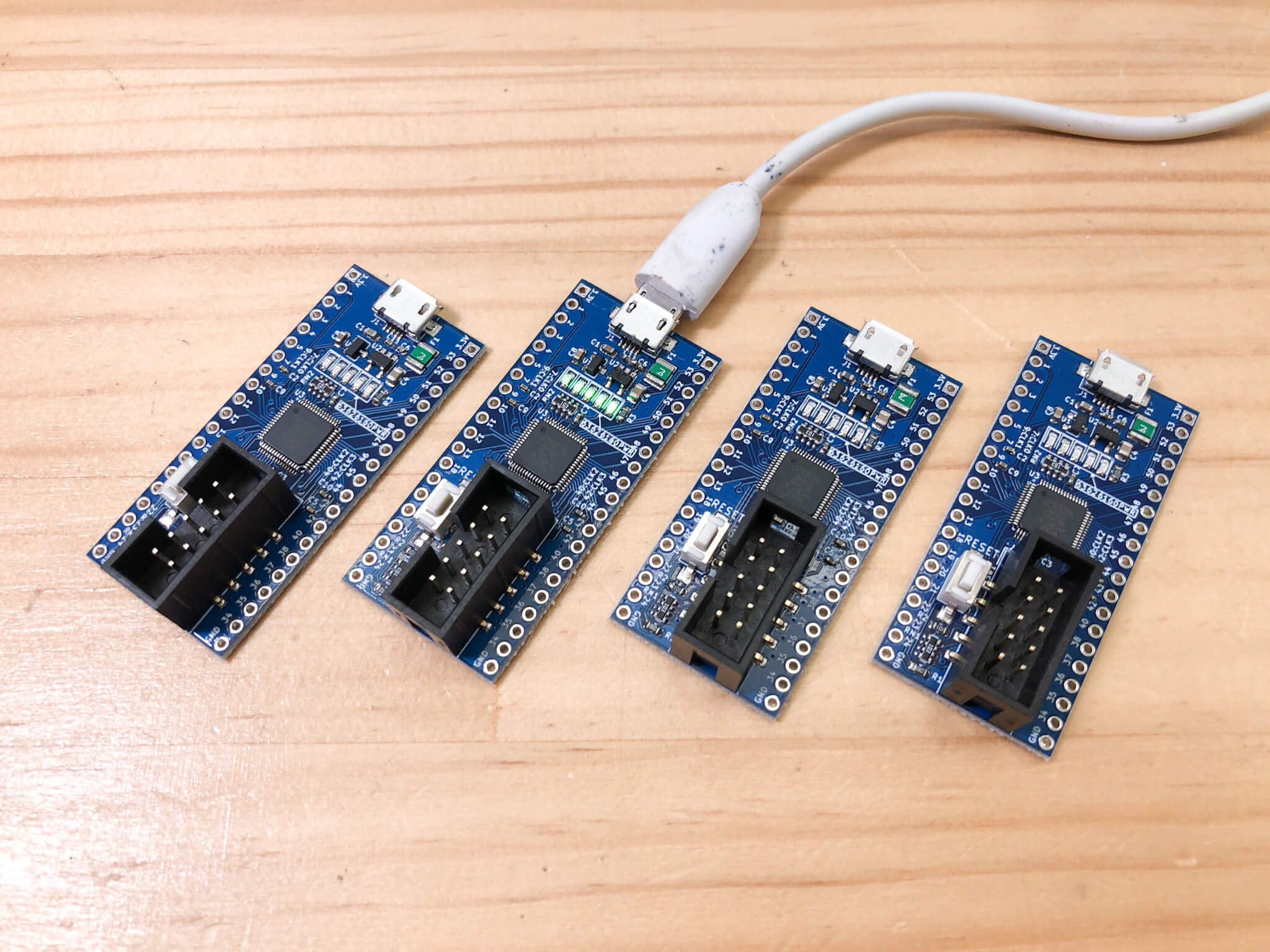
ブレッドボードに刺さるMAX V CPLDボードの完成です

以前のボード(写真左)に比べ、今回のボード(写真右)は、かなりスッキリしました。ブレッドボードに刺して使えるので、これまで以上に実験しやすくなりました。
この商品はこちら👇👇👇で購入ができます。





コメント