

構想から半年、やっとニキシー管用の電源モジュールが完成しました。

基板が届く

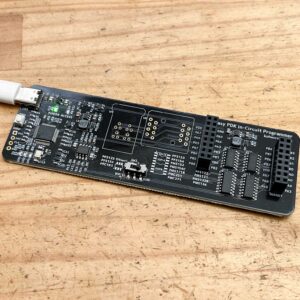
発注から10日ほどで、PCBgogoから基板が届きました。

電源モジュールを基板に直接はんだ付けできるように、端面スルーホールを設けてあります。とても綺麗に製造されていますね。

子基板に不良があっても許容するオプション
今回の基板は、1つの基板に10個の子基板を面付けしました。そして、面付けした基板を発注するときに、「Xマーク基板を許容できる」(子基板に製造不良があってもOK)というオプションに「はい」と設定しました。そのほうが安価に製造してもらえるからです。

しかし届いた基板を調べてみると、全ての子基板に不良はなく、全て良品の基板でした。PCBgogoなかなか製造品質が良いようです。しかも10枚製造してもらったのですが、11枚入っていました。ラッキーです。

文字の太さが細すぎるという警告
もう一点、発注時に気になっていたことがあります。「kohacraft.com」のシルク文字の文字サイズを0.8mmとしたために、KiCadでストロークの太さが不足しているという警告が出ていました。文字が掠れてしまうかもしれません。

しかし、届いた基板ではシルクが掠れることなく、綺麗に印刷できています。PCBgogoでは文字サイズ0.8mmと小さくてストロークが少し細くても、シルク印刷を綺麗に印刷してくれることがわかりました。
組み立て
クリームはんだの印刷

それでは組み立てていきましょう。ダンボールの上に基板を置きます。

メタルマスクを乗せて、開けておいた穴にマップピンを差し込みます。これによって、基板とメタルマスクの位置合わせが完了します。


クリームはんだをメタルマスクの奥側に乗せます。クリームはんだはオーブンでも簡単に溶ける、低融点鉛フリーはんだを使っています。
特にChipQuik社のTS391LT50は、常温保存ができるのでとても便利です。冷蔵庫に入れておく必要がないので、使う時も常温に戻す手間もありません。粒度も細かく抜けも良いため、細いパッドでも綺麗に印刷できます。とてもおすすめです。


先端がしなるパテナイフを使って、クリームはんだを手前に引き寄せながら印刷していきます。


マップピンで位置合わせしてあるので、完璧な位置にクリームはんだが印刷できました。
部品の実装

部品の実装をしていきます。部品の実装には、ピンセットではなく吸着ピンセット HAKKO394を使っています。

ノズルの先端に掃除機のように部品を吸着します。

目的の場所に置いて部品を離します。

極性のある部品は、テープの中で同じ向きに収納されています。テープから直接部品を吸着することで常に同じ向きに吸着されるので、毎回向きを揃える必要がありません。このため、どんどん部品の実装を進めることができます。

DCDCコンバータのプログラムを書き込んだPFS122マイコンを実装します。

吸着ピンセットのおかげて、スピーディに実装が完了しました。

ノズルは👇を使っています。

リフロー

熱風が庫内を循環する、テスコムのコンベクションオーブンでリフローします。

庫内に熱電対温度計を入れておいて、温度を90℃→140℃→165℃と変化させてリフローします。


165度まで上がったら、スイッチを切って扇風機で冷却します。
ジグを作る

動作確認のためのジグを作ります。天板をMDFの板からレーザーカッターで切り出します。

こちらが、ジグの部品です。ポゴピンと基板とネジ類です。

こちらが完成したジグです。ポゴピンは、GNDが最初に接触するように高めに設置してあります。この上から基板を押し当てて、ポゴピンと基板のパッドを接触させて、電源を供給と出力電圧のチェックを行います。
動作チェック

作ったジグに、モジュールを1つ1つ接触させ出力電圧を確認します。全てのモジュールが正常に動作することが確認できました。
ついでに出力電圧を175Vに設定しておきます。

ニキシー管用電源モジュールの特性
特性を測ってみました。出力電流は8mAまで175Vを維持しました。しかしトランスの温度が60℃を超えてしまったので、8mA連続動作は良くなさそうです。6mAであればトランスの温度が40℃程度でした。このためこのモジュールの最大電流は6mAとします。
効率は70%程度とまずまずです。
完成!

ニキシー管用電源モジュールが完成しました!!!

寸法図
30.5mm x 14mmととてもコンパクトなモジュールです。

これで、ニキシー管を簡単に点灯させることができます。
コメント